关键词 |
贵州生产预制直埋保温管件报价,北京供应预制直埋保温管件规格,江西供应预制直埋保温管件报价及图片,江西工业预制直埋保温管件费用 |
面向地区 |
全国 |
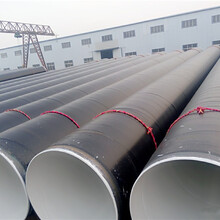
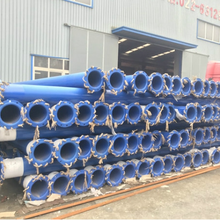
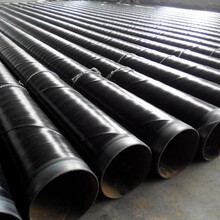
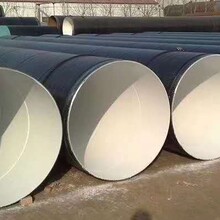
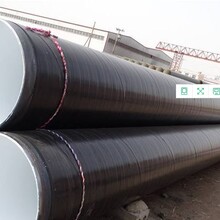
预制直埋保温管件主要包括保温弯头,保温弯管,保温三通四通,保温异径管等。采用的是聚氨酯泡沫的保温技术。聚氨酯泡沫具有良好的机械性能和绝热性能,通常情况下可耐温120℃,通过改性或与其它隔热材料组合可耐温180℃。
弯头原材料的验收:
原材料应符合相关标准或技术规范书的要求。
原材料表面应无油污,过多的锈腐蚀物和明显的凹痕缺陷,低熔点金属污染等。
查验原材料的质证书、炉号、批号、规格,生产厂家及执行标准。
原材料用钢丝刷进行机械除锈,使之满足无损检测的要求。
原材料进行尺寸检测(长度、宽度、厚度及钢管的不平度)。
进厂后的钢管和钢板,应进行超声波复检,Ⅰ级为合格。
理化检测,对进厂的钢管和钢板按炉批号、规格抽进行化学元素分析、力学性能、硬度测试,试验结果应符合原材料标准要求。
复检后按厂规进行编号登记入册。
弯头制造过程:
选材下料:弯头选择合适的钢板或钢管,用模板划线用氧炔焰或锯床切割,并将原材料的炉、批号及管件规格、工程名称、编号标识清楚。
对钢板进行卷制、焊接。
用吊车将所需芯棒装入推制机,坯料进一步清理干净,内壁涂石墨,然后装在推杆上(根据坯料的长度一次可装多个),把芯棒用插板锁紧,内模预热到适当温度进行推制(加热温度与推进速度应是佳配合)。
调整中频加热圈,管坯加热到要求温度,控制推进速度。
扣弯:将成型的弯头用合适的胎具在油压机上校正曲率半径。
去端:根据弯头的规格用合适的胎具在坡口机上找正,然后把割枪固定好,割去多余的坯料,并给车口留有加工余量。
整型:用胎具夹紧弯头,用撑头在压力机上进行端口整型。
全国预制保温管件热销信息
站内来访